公司新闻
不锈钢焊管精密冷轧管为您提供一站式采购服务
更新时间: 2026-04-20 22:15:48 ip归属地:武汉,天气:阴转小雨,温度:13-21 浏览:11次
以下是:武汉市汉南区不锈钢焊管精密冷轧管为您提供一站式采购服务的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/kg |
| 发货期限 | 24小时 |
| 供货总量 | 99999 |
| 运费说明 | 电议 |
| 小起订 | 10 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 松润 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 质量认证 | 已认证 |
| 范围 | 不锈钢焊管精密冷轧管供应范围覆盖湖北省、武汉市、汉南区、江岸区、江汉区、硚口区、汉阳区、武昌区、青山区、洪山区、东西湖区、蔡甸区、江夏区、黄陂区、新洲区等区域。 |
【松润】持续拓展产品矩阵,现有洪山不锈钢波浪纹板、武昌316L不锈钢槽钢、东西湖2507不锈钢焊管、江岸单面不锈钢复合板等,满足不同场景需求。不锈钢焊管精密冷轧管为您提供一站式采购服务_松润金属材料(武汉市汉南区分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:李松,经济开发区汇通钢材市场A-113-7。 湖北省,武汉市,汉南区 2021年,汉南区地区生产总值1728.34亿元,比上年增长10.0%。其中,产业增加值15.90亿元,第二产业增加值1110.63亿元;第三产业增加值601.81亿元,增长10.4%,三次产业结构为0.92:64.26:34.82。
想知道不锈钢焊管精密冷轧管为您提供一站式采购服务产品为何如此受欢迎?观看视频,答案自在其中。
以下是:武汉汉南不锈钢焊管精密冷轧管为您提供一站式采购服务的图文介绍
创新显活力、科技铸实力、雄厚的技术、先进的设施、配套的设备、科学的管理铸就了松润金属材料(武汉市汉南区分公司)的诚信、务实、、创新的敬业精神。始终秉承“产品有形、产品如人品;商道无形、商道如人道“的诚信的经营理念,铸就高质量的 U型钢建筑型材,以持续的质量保证、服务周到的售后跟踪以满足 U型钢建筑型材用户的需求。


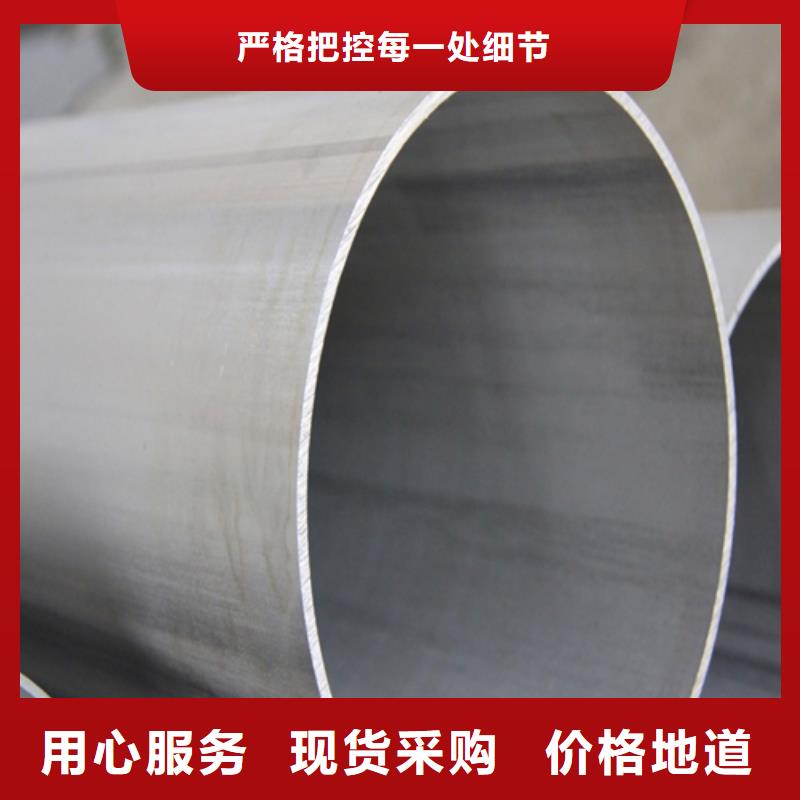
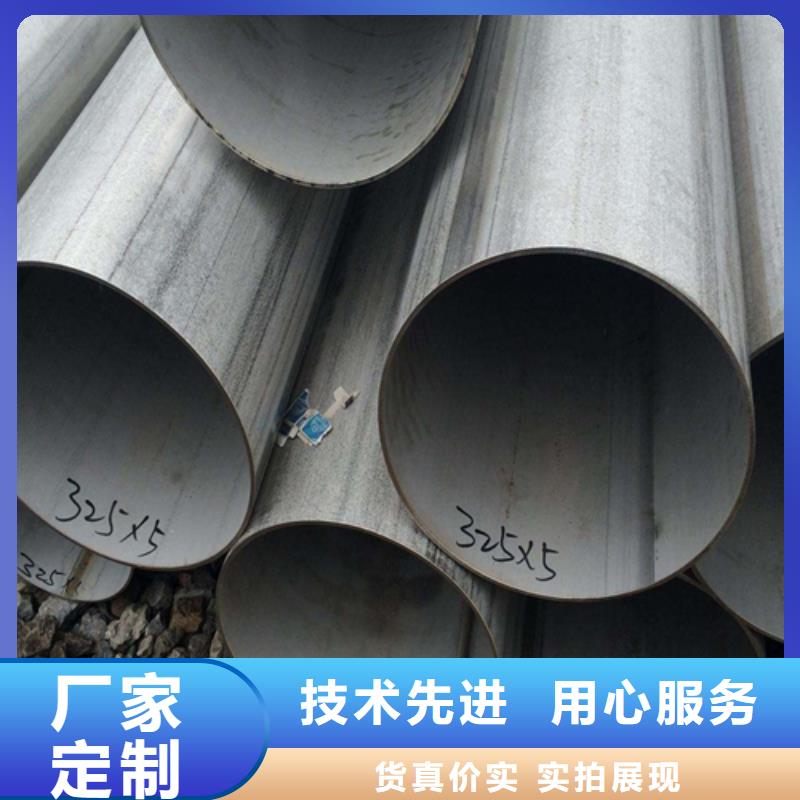
武汉汉南松润金属材料有限公司专业生产销售各种材质规格武汉汉南不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管不锈钢管焊接技术种类采?的焊接?艺:采??规范可防?晶间腐蚀、热裂纹及变形的产?,焊接电流?低碳钢低20%;为保证电弧稳定燃烧,采?直流反接;短弧焊收弧要慢,填满弧坑,与介质接触的? 焊接;多层焊时要控制层间温度,焊后可采取强制冷却;不要在坡?以外的地?起弧,地线要接好;焊后变形只能?冷加?矫正。1) 氩弧焊不锈钢采?氩弧焊时,由于保护作?好,合?元素不易烧损,过渡系数较?,故焊缝成形好,没有渣壳,表?光洁,因此焊成的接头具有较?的耐热性和良好的?学性能。?前在氩弧焊中应?较?的是??钨极氩弧焊,?于焊接0.5~3mm的不锈钢薄板,焊丝的成分?般与焊件相同,保护?体?般采??业纯氩?,焊接时速度应适当地快些,尽量避免横向摆动。对于厚度?于3mm的不锈钢,可采?熔化极氩弧焊。熔化极氩弧焊的优点是?产率?,焊缝的热影响区?,焊件的变形?和耐腐蚀性好,并易于?动化操作。2) ?焊由于?焊?便灵活,可焊各种空间位置的焊缝,不锈钢焊管,对?些薄板结构和薄壁管等不锈钢部件,在没有耐腐蚀要求下有时可采??焊。为防?过热,焊嘴?般?焊接同样厚度的低碳钢时要?,?焊?焰要使?中性焰,焊丝根据焊件成分和性能选择,?焊粉??剂101,焊接时 ?左焊法,焊接时焊炬焊嘴与焊件倾?成 40~50°,焰芯距熔池应不?于2mm,焊丝端头与熔池接触,并与?焰?起沿焊缝移动,焊炬不作横向摆动,焊速要快,并尽量避免中断。3) 埋弧焊埋弧焊适?于中等厚度以上的不锈钢板(6~50mm)的焊接,采?埋弧焊?产率?,焊缝质量好,但易引起合?元素及杂质的偏析。4) ??焊??焊是?种?常普遍的、易于使?的焊接?法.电弧的长度靠?的?进?调节,它决定于电焊条和?件之间缝隙的??.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接?法很简单,可以?来焊接?乎所有材料.对于室外使?,它有很好的适应性,即使在?下使?也没问题.?多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于?的?:当你改变电极与?件的缝隙时,你也改变了电弧的长度.在?多数情况下,焊接采?直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合?或?合??属芯丝和焊条药?组成.这层药?保护焊缝不受空?的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,不锈钢焊管,也可是缄性的,这决定于药?的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来?空?的潮?会很快在焊条中积聚。



武汉汉南松润金属材料有限公司专业生产销售各种材质规格武汉汉南不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。



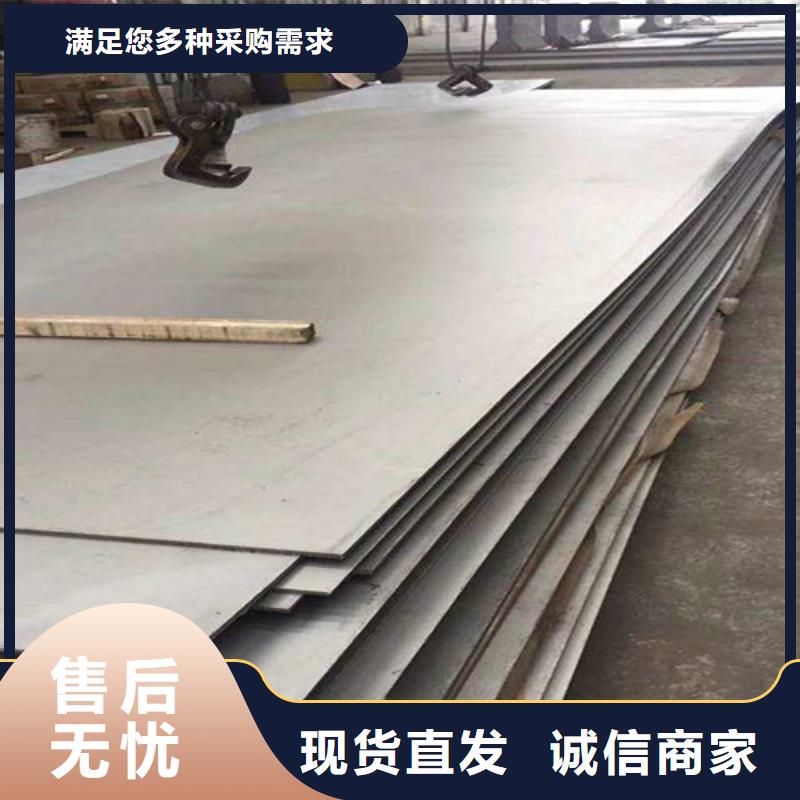
武汉汉南松润金属材料有限公司专业生产销售各种材质规格武汉汉南本地不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法
2018-01-15
如何焊接改善钢管的质量,乂克服了酸洗对环境的污染?本文介绍不锈钢 焊管的焊接方法,希望对大家有帮助。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:
(1) 轨底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护 气体。可以配备有对流冷却系统,以便较快地冷却钢管。
(2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产 量约为0. 3-1. 0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3) 马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加 热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
氮弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钩极惰 性气体保护的氮弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在 化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氨弧焊的不足之处,为提高焊接速度,国外研究开发了多 种方法。其中111单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应 用。70年代徳国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明 显提高焊速。一般采用三电极焊炬的氨弧焊,焊接钢管壁厚S¥2mm,焊接速度 比单焊炬提高3-4倍,焊接质量也得以改善。氨弧焊与等离子焊组合可以焊接 更大壁厚的钢管,此外,在氨气中5-10%的氢气,再采用高频脉冲焊接电源, 也可提高焊接速度。
多焊炬氨弧焊适用于奥氏体和铁素体不锈钢管的焊接。
高频焊
高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是 较新的技术。其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具 和机械结构领域。
高频焊接具有较电源功率,对不同的材质、外径壁疗的钢管都能达到较高 的焊接速度。与氨弧焊相比,是其 焊接速度的10倍以上。因此,生产一般 用途的不锈钢管具有较高的生产率。
因为高频焊接速度高,给焊管内毛刺的去除带来困难。LI前,高频焊不锈 钢管尚不能为化工、核工业所接受,这也是其原因之一。
从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢 种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢 种。
组合焊接技术
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将儿 种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效 率的要求,是当前不锈钢焊管技术发展的新趋势。
经过近儿年的探索研究,组合焊接工艺已取得了进展,日本、法国等 的不锈钢焊管生产已掌握了一定的组合焊接技术。
组合焊接方法有:氨弧焊加等离子焊、高频焊加等离子焊、高频预热加三 焊炬氮弧焊、高频预热加等离子加氨弧焊。组合焊接提高焊速十分显着。对于 采用高频预热的组合焊接钢管焊缝质量与常规的氮弧焊、等离子焊相当,焊接 操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备 衔接,投资成本低,效益好。
在武汉市汉南区采购不锈钢焊管精密冷轧管为您提供一站式采购服务请认准松润金属材料(武汉市汉南区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李松-【17768165506】)。
其他新闻
- 机械车位租赁诚信厂家-品质保障 2026-04-20
- 墙体防护硫酸钡砂产品质量优良 2026-04-20
- 不锈钢更衣柜,自习桌定制产品细节 2026-04-20
- 烟囱维修,水泥库清理保障产品质量 2026-04-20
- 潜水打捞电厂闸门水下维修检查公司价格透明 2026-04-20
- 弯曲中心五机头钢筋弯箍机一致好评产品 2026-04-20
- 绕筋机数控钢筋弯曲机出厂严格质检 2026-04-20
- 汗蒸房韩式院汗蒸房施工严格把控每一处细节 2026-04-20
- 除油除锈剂金属除锈剂出货及时 2026-04-20
- 铅板医用防辐射铅板产品实拍 2026-04-20
- 轻钢别墅集成房屋民宿出货及时 2026-04-20
- 黄腐酸_腐植酸好品质选我们 2026-04-20
- 信万佳金属制品有限公司河道护栏价格低交货快 2026-04-20
- 桥梁防撞护栏仿木护栏源头厂家直销 2026-04-20
- 低压无缝管资质齐全 2026-04-20
产品


联系方式
